Howdy, Stranger!
It looks like you're new here. If you want to get involved, click one of these buttons!
Categories
- 985 All Categories
- 3 Picture Posting and Resizing
- 57 New Member Introductions
- 119 Off-Topic Forum
- 4 Photography
- 2 Resources
- 17 New Product Information
- 168 The SierraWest Forum
- 10 Brett's Blog
- 119 General News & Ramblings
- 3 Re-Release Information
- 6 Q & A about SierraWest
- 9 What Would You Like to See?
- 403 Builds
- 144 HO Scale Builds
- 177 O Scale Builds
- 62 Finished SW Build Pics
- 15 Miscellaneous Builds
- 194 Techniques
- 19 Working with Wood
- 23 Painting Castings
- 5 Masonry
- 23 Scenery
- 37 Tools and Supplies
- 21 Layout Planning & Building
- 40 Miscellaneous
- 24 Prototype Information
- 22 Reference and Research
Blacken metal castings: faster, better results

I'm sure you've seen or experienced those dreaded "white spots" when you blacken the white metal castings (usually in corners and creases of the tiniest details):

It seemed to me that the white spots were the result of a "surface tension" issue and the chemical was prevented from coming into contact with the metal--much like water & white glue balling up and not penetrating into ground cover without a wetting agent.
So (after testing my theory on a few individual castings) here's what I did.
I took a big batch of casting and dropped them into plain rubbing alcohol:

Drained off the alcohol and strained the parts with a paper towel:

Dumped the castings directly into the blackening solution (Jax Pewter Black), swirled them around for 10 or 20 seconds, drained & strained, then got them immediately into a rinse of clean water:




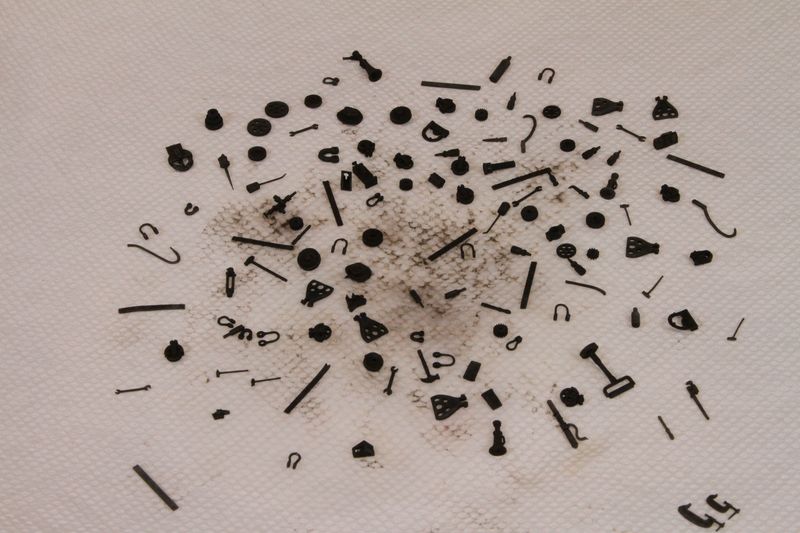
Finally, strained the castings out of the water and spread them out on a paper towel to dry:

That's it!
In the past I would toss 4 or 5 castings into the blackening solution, scrub them with an old brush, pluck 'em out and rinse. Then check for white spots...re-dunk, scrub, rinse, etc... It'd take me an hour!!
Using an alcohol bath, it took me a total of 2 minutes to do almost the entire box of castings. All the pieces still require buffing and polishing, but the pre-soak in alcohol speeds up the process considerably. No scrubbing, no re-blackening, and none of those annoying white spots--not even in the teeth of small gears or the crevices of the most intricate pieces:


It seemed to me that the white spots were the result of a "surface tension" issue and the chemical was prevented from coming into contact with the metal--much like water & white glue balling up and not penetrating into ground cover without a wetting agent.
So (after testing my theory on a few individual castings) here's what I did.
I took a big batch of casting and dropped them into plain rubbing alcohol:
Drained off the alcohol and strained the parts with a paper towel:
Dumped the castings directly into the blackening solution (Jax Pewter Black), swirled them around for 10 or 20 seconds, drained & strained, then got them immediately into a rinse of clean water:
Finally, strained the castings out of the water and spread them out on a paper towel to dry:
That's it!
In the past I would toss 4 or 5 castings into the blackening solution, scrub them with an old brush, pluck 'em out and rinse. Then check for white spots...re-dunk, scrub, rinse, etc... It'd take me an hour!!
Using an alcohol bath, it took me a total of 2 minutes to do almost the entire box of castings. All the pieces still require buffing and polishing, but the pre-soak in alcohol speeds up the process considerably. No scrubbing, no re-blackening, and none of those annoying white spots--not even in the teeth of small gears or the crevices of the most intricate pieces:
Comments
Ken: Woo Hoo! I bought some more time!
Michael:
Make sure you test this on just a couple pieces first. I should mention that I was using 91% alcohol and made sure to get the castings in and out. I didn't notice any increase in the speed of the chemical reaction, but be cautious and keep an eye on it.
If anyone else tries this, please post your results.
Thanks for the excellent tip. I wanted to get back to my O scale Railroad Camp - Stump Creek Lumber Co. Office. and this seemed like the perfect way to get back rolling again. I followed your technique posted above with the exception of using A-West's "Blacken-It". I've never used Jax's and not sure where to find it.
Here's my set-up from left to right - 91% Alcohol, "Blacken-IT", and Rinse Water. I like the glass dishes you used but alas I was reduced to yogurt containers.
I continue to be amazed at the quality of Brett's castings. I did a minimal amount of clean-up with mostly 320 sandpaper and a slight amount of filing on a few parting lines.
I separated out the smaller castings from the Railroad Camp and started with the larger castings just to be cautious about the potential of dissolving the smaller bottles and hand tools. The parts were put in the alcohol for approximately two minutes. I also swirled the castings in the alcohol. They were drained into a fourth tub without touching the castings and then dumped into the blackening solution. I found that having a fourth empty tub allowed me to drain and move the parts between tubs without touching them.
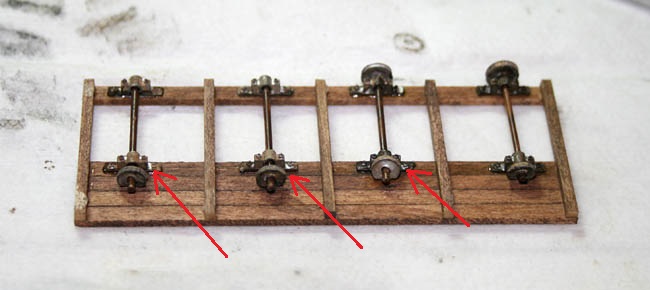
These are the castings after 25 seconds in a fresh solution of "Blacken-It" with some agitation.
I used two tubs of water, a first rinse (the dirty water) and then a second clean rinse.
And here are the finished parts in just a few minutes. The only silver showing was a slight amount on the base of the scale so I could probably have kept them in solution a bit longer given the thickness of the casting but the than that it worked perfectly!
I then used the same process on the smaller parts but with only half the time in the same blackening solution.
Thanks again Bill for a great tip and an even better kick start back to modeling. I hope to be posting my take on the Railroad Camp storage shed tomorrow night in my discussion thread.
Bryan, this tip is free to all Sierra West customers and forum members!
Steve-
Thanks for sharing your results. I see the white area on the scale casting. Not sure if it needed a bit more time in the solution, or if there was some surface impurity or something else. I like the idea of doing a final fresh water rinse. It doesn't hurt to do that and insure the reaction is stopped completely.
Have you noticed if the castings are any more difficult to polish to the desired patina? I didn't polish mine until the next day (when they were 100% dry) and it seemed like I had to work each piece a little more than normal. It could be that I've never waited and always buffed/shined them up immediately without allowing them to dry.
I'll be watching your Railroad camp build. The combination of the office & warehouse in that kit is such a cool design.
By the way, the glass dishes that I used to blacken castings...I got those at the dollar store. 4 for $1. I think they're called custard cups or pudding glasses, but Dollar Tree sells them as "glass prep bowls". They're perfect for modeling:
https://www.dollartree.com/household/kitchen-dining/cookware-bakeware/3-frac12-Glass-Prep-Bowls-4-ct-Sets/500c526c529p343284/index.pro?method=search
Thanks for the tip on the custard cups. I'll be checking out the dollar store this weekend.
I don't have a lot of experience buffing castings but these seemed to buff without too much effort tonight and its about 24 hours after the process. I'll be blackening more castings for my current build and will try the next batch immediately to see if there is any difference.
Steve
I've been busy transitioning to Austin. No building for me for quite some time, but I'm enjoying the building going on in the forum. A lot of activity. Phil
Geezerbill
Terry
Even if the joining surfaces are cleaned of any residue.
For a good bond on (cleaned) metal pieces, epoxy is recommended.